





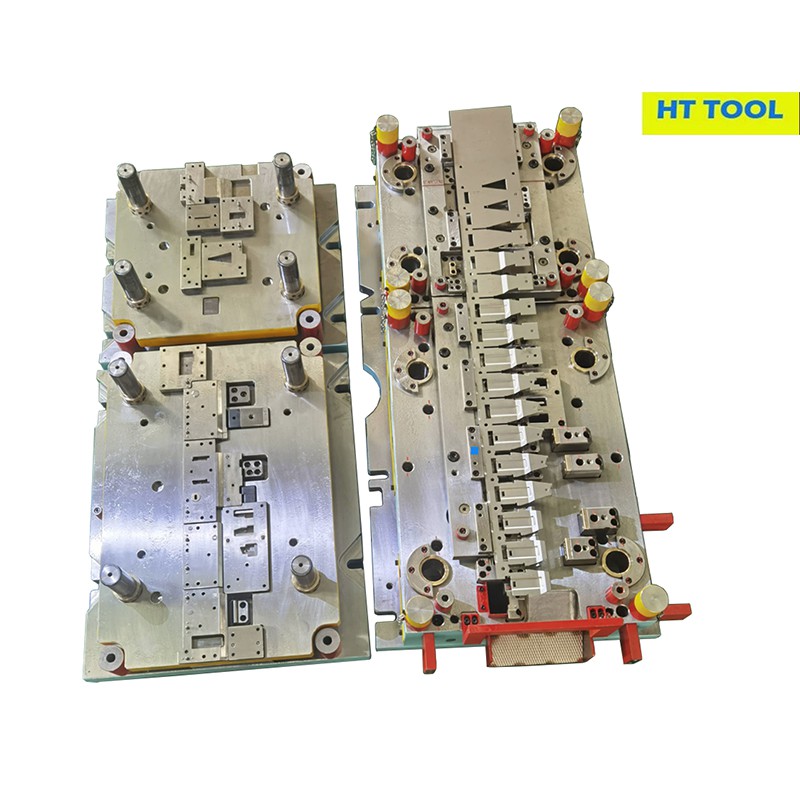
Verbundwerkzeug und progressives Werkzeug
Produktgröße: 2500 L x 700 B x 550 H
Material: Kohlenstoffstahl, Edelstahl, Aluminiumplatte, Messing, Kupfer oder verzinktes Blech usw.
Produktbeschreibung
|
Produktname |
Verbundwerkzeug und progressives Werkzeug |
|
Artikel-Nr. |
HTSD-004 |
|
Produktgröße |
2500L*700W*550H |
|
Material |
Kohlenstoffstahl, Edelstahl, Aluminiumblech, Messing, Kupfer oder verzinktes Blech usw. |
|
Materialstärke |
0.5-8mm oder kundenspezifisch |
|
Oberflächenbehandlung |
Verzinkt, pulverbeschichtet, lackieren, polieren, bürsten, verchromen, eloxieren, sandstrahlen usw. |
|
Bearbeitungsausrüstung |
CNC, EDM, Argie Charmilles, Fräsmaschine, 3DCMM, |
|
Logo-Methode |
Lasergravur, CNC-Gravur |
|
Branchenanwendung |
Automobil, Haushaltsgeräte, Elektronik, Luft- und Raumfahrt |
|
Verpackung |
Holzkiste oder auf Ihren Wunsch |
|
Testeinrichtung |
Drei-Koordinaten-Messmaschine, Mikrometer, Messschieber, 3D-Scanner |
|
Produktionsfähigkeit |
150 Sätze pro Jahr |
Einführung von Verbundwerkzeug und Folgeverbundwerkzeug:
Verbundstanzwerkzeuge werden mit Hilfe des Verbundstanzdesigns hergestellt. Diese Matrize ist dafür ausgelegt, bei jedem Pressenhub mehrere Aufgaben auszuführen und wird für Schneidvorgänge wie Stanzen und Lochen verwendet. Aufgrund ihrer Fähigkeit, Aufgaben schneller zu erledigen als einfache Prägematrizen, eignen sich zusammengesetzte Prägematrizen besser für komplizierte oder schwierige Arbeiten.
Das progressive Werkzeugstanzen ist aufgrund seiner hohen Wiederholgenauigkeit ideal für lange Produktionsläufe. Bei diesem Metallstanzverfahren wird eine einzige Maschine mit mehreren Matrizenstationen verwendet. Jede Station, an der ein Stanzvorgang durchgeführt wird, bewegt automatisch einen Metallstreifen aus Ausgangsmaterial. Im letzten Schritt muss dann das fertige Teil vom Band freigeschnitten werden.


Verbundwerkzeug und progressiver Werkzeugprozess
Verbundwerkzeuge und Folgeverbundwerkzeuge bieten eine kostengünstige und effiziente Methode zur Herstellung großvolumiger Serien durch den Einsatz eines Folgeverbundwerkzeugs. Die Matrize enthält mehrere Prägestationen, die einzigartige Umformvorgänge durchführen, während ein Blechstreifen durch die Maschine geführt wird. Durch die Kombination der erforderlichen Stanzwerkzeuge in einem Stanzformsatz wird die Effizienz des Stanzprojekts verbessert.
Die folgenden Komponenten sind für ein Folgeverbundwerkzeug unerlässlich:
❆Matrizenset
❆Die Buttons (Buchsen)
❆Schläge
❆Stanzhalter
❆Platte (Abschnitt)
❆Pins
❆Schneckenfreigabe
❆Stripperin
Verbundwerkzeuge und progressive Werkzeuge können auch Funktionen wie Unterliner, Anschlagblöcke, Schieber oder Sensoren umfassen. Das Hauptziel dieser Komponenten besteht darin, eine genaue Handhabung des Materials sicherzustellen.
Das progressive Metallstanzen erfolgt in folgenden Schritten:
Die progressive Matrize ist in einer hin- und hergehenden Stanzpresse positioniert.
Die Presse bewegt sich nach oben, bringt die obere Matrize mit und ermöglicht den Einzug des Metallbandes in die Anlage.
Wenn sich die Presse nach unten bewegt, schließt sich die Matrize, um den Stanzvorgang auszuführen.
Bei jedem Pressenhub wird ein fertiges Teil aus der Matrize gelöst.
Die Endtrennstation trennt die fertigen Teile von der Transportbahn.
Unsere Leistungen
CAE-Analyse:Eine genaue CAE-Analyse hilft, die Teilequalität zu verbessern und progressive Metallstanz-Transfermatrizen und andere Stanzwerkzeugprozesse zu optimieren. Gleichzeitiges Engineering, Überprüfung des Produktdesigns und frühzeitige Einbindung können dazu beitragen, die Projektdurchlaufzeit zu verkürzen. Dies ist ein Beispiel unserer CAE-Simulation für progressives Metallstanzen:
CAE-Simulation

3D Simulation von Transferwerkzeugen

Gestaltung von Stanzformen:In der Werkzeugkonstruktion sind wir in der Lage, unseren Kunden ein umfassendes Leistungsspektrum anzubieten. Ingenieure nutzen AUTOFORM, um die Herstellbarkeit von Stanzteilen und Simulationen sicherzustellen (Studien zu Rissen, Falten, Rückprall, Kompensation, Videos usw. sind verfügbar). Für die vollständige 3D-/2D-Werkzeugkonstruktion verwenden unsere Designer (x9) die UG-Software.
3D progressives MetallprägenDesign

3D TransferstempelDesign

Projektmanagement:Für jedes progressive Metallstanzprojekt beauftragen wir einen Projektingenieur mit der Leitung des gesamten Verfahrens vom ersten Konzept bis zur perfekten Fertigstellung. Wir haben ein wunderbares Projektmanagement-Team, das über einen starken technischen Hintergrund verfügt und sich gut in der englischen Kommunikation auskennt. Dies trägt dazu bei, dass Ihr Projekt reibungslos verläuft und gut unter Kontrolle ist. Wir werden unsere Kunden durch wöchentliche Berichte und aktualisierte Bilder über detaillierte Informationen zu diesem Projekt auf dem Laufenden halten. Für den Kunden ist es einfach, gleichzeitig das Projekt zu verwalten. Wir werden durch Selbstverbesserung einen hohen Standard an Kundenservice bieten. Ein Anruf oder eine E-Mail genügt und Sie werden sehen, dass wir jederzeit für Sie da sind.

Optimierung der Produktionskosten:In enger Zusammenarbeit mit Kunden von der Prozessplanung bis zum Werkzeugdesign investieren wir stets viele Ressourcen und Anstrengungen in die Maximierung der Materialausnutzung und des Pressenhubs sowie in die Minimierung der Anzahl der Werkzeugstationen bei gleichzeitiger Sicherstellung von Produktionsstabilität und Wiederholbarkeit.

Herstellung von Stanzwerkzeugen:HT TOOL ist in der Lage, progressive Metallstanzungen im eigenen Haus herzustellen, um alle unsere Kundenbedürfnisse zu erfüllen. Unsere technische Abteilung arbeitet mit unseren talentierten Mitarbeitern zusammen, um die Qualität Ihrer Teile sicherzustellen. Die folgende Tabelle zeigt unsere Liste der Bearbeitungsgeräte:
|
Artikel-Nr. |
Ausrüstung |
Spezifikation (mm) |
MENGE |
|
1 |
Drücken Sie Maschine |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Drei-in-eins-Fütterungsmaschine |
Breite 600 mm, Dicke 0,5- 4,5 mm |
1 |
|
5 |
Drei-in-eins-Fütterungsmaschine |
Breite 1200mm, Dicke 0,5- 6,0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Flachschleifmaschine |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuelle Schleifmaschine |
150*400 |
2 |
|
10 |
Vertikale Bohrmaschine |
ф1~32 |
3 |
|
11 |
Radialbohrmaschine |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fräsmaschine |
1150*500*500 |
2 |
|
14 |
Normale Drahtschneidemaschinen |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Schnelle Drahtschneidemaschinen |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma-EDM |
300*200 |
1 |
|
19 |
3D-Scanner |
650*550 |
1 |
Stanzwerkzeug-Probe:Wir haben mechanische Pressen von 200T bis 800T

200T mechanische Presse
Maximale Tischgröße: 2400 x 840 x 550 mm

400T mechanische Presse
Maximale Tischgröße: 3300 x 1500 x 750 mm

800T mechanische Presse
Maximale Tischgröße: 4200 x 1800 x 1200 mm
One-Stop-Shop-Service:Als professioneller Hersteller progressiver Metallstanzen in der chinesischen Werkzeugindustrie mit soliden Fähigkeiten und beträchtlicher Kapazität bietet HT Tool and Die seinen Kunden eine ganzheitliche Lösung durch die Entwicklung und den Bau von Kalt- und Warmumformwerkzeugen, Prüfvorrichtungen und Schweißvorrichtungen in der globalen Automobilindustrie Industrie.
Der Vergleich zwischen Stanzwerkzeugen: einfach vs. zusammengesetztsterbenvs. ProgressivMetallstanzenvs. Transfermatrizen
|
Besonderheit |
Einfacher Würfel |
Verbundmatrize oder Kombinationsmatrize |
ProgressivMetallstanzen |
Transferstempel |
|
Operationen |
Einzeloperation |
Mehrere Operationen (Einzelhub). Sehr eingeschränkt auf Design. |
Mehrere Operationen (Sequenz). Etwas eingeschränkt auf das Design. Für einige komplexe Ziehvorgänge wäre eine Transfermatrize erforderlich |
Mehrere Operationen (Transfer zwischen Stationen). Jeder Bedienvorgang ist möglich. |
|
Stationen |
Eine Station |
Eine Station |
Mehrere Stationen |
Mehrere Stationen |
|
Komplexität |
Niedrig |
Niedrig bis mittel |
Hohe Komplexität |
Hohe Komplexität |
|
Formenprüfung und Einrichtung |
Einfach |
Schwierig |
Mäßig. Module reduzieren die Komplexität und erhöhen die Effizienz bei der Einrichtung. |
In der Regel einfacher als progressive, erfordert jedoch ebenfalls aufwändig konstruierte Transfer- und Hebevorrichtungen. |
|
Effizienz |
Sehr niedrig |
Niedrig |
Sehr hoch |
Hoch. Angesichts der erforderlichen Übertragungsvorgänge langsamer als progressiv. |
|
Kosten |
Niedrige Werkzeugkosten, hohe Teilestückkosten |
Mittlere Werkzeugkosten, mittlere Teilestückkosten |
Hohe Werkzeugkosten, sehr niedrige Stückkosten |
Normalerweise höhere Werkzeug- und Stückkosten als progressive |
|
Produktionsvolumen |
Geringe Lautstärke |
Mittlere bis hohe Lautstärke |
Hohes Volumen (geeignet für Massenproduktion) |
Hohes Volumen (geeignet für Massenproduktion) |
|
Eignung |
Einfache Teile |
Einfache Teile |
Komplexe Teile |
Größere und/oder konkave Teile, komplexe Teile |
|
Materialausnutzungsgrad |
Mäßig bis hoch |
Mäßig bis hoch |
Mäßig. Der Bedarf an Piloten und Trägern kann den Materialverbrauch verringern. Ein gutes Design kann den Ausschuss erheblich reduzieren. |
Mäßig bis hoch |
|
Blanking-Vorgang |
1 Schlag |
1 Schlag |
Die letzte Operation |
Die erste Operation |
Verbundwerkzeug und Folgeverbundwerkzeug Anwendung:

Versand und Verpackung für Verbundwerkzeug und Folgeverbundwerkzeug:

Lieferzeit für Verbundwerkzeug und Folgeverbundwerkzeug:
|
|
Progressives Werkzeug |
Verbundwerkzeug |
||||
|
Vorlaufzeit |
Kleine Stanzformen (Kleiner oder gleich 1 Mio.) Wochen |
MediumGröße ( 2 M-3M ) Wochen |
Groß Größe (3M- ) Wochen |
SEinkaufszentrumGröße Kleiner oder gleich 2000 mm Wochen |
MEdium stirbt 2000-3000mm Wochen |
Große Größe Größer oder gleich 3000 mm Wochen |
|
Simulation |
2 -3,5 Wochen |
3.5 -5.5 Wochen |
5,5 Wochen |
2 -3,5 Wochen |
3.5 -5.5 Wochen |
6 Wochen |
|
Design |
||||||
|
Muster |
|
|
|
0,5 Wochen |
0,5 Wochen |
1 Woche |
|
Guss/Stahl |
0.5 -1 Wo |
1 Woche |
1,5 Wochen |
3 Wochen |
4 Wochen |
4 Wochen |
|
Herstellung |
2.5 -3.5 Wochen |
3.5 -5.5 Wochen |
7 Wochen |
2.5 -4 Wochen |
3.5 - 5.5 Wochen |
7 Wochen |
|
Wärmebehandlung |
||||||
|
Montage |
3 - 4 Wochen |
5 - 10 Wochen |
10 Wochen |
3 - 4 Wochen |
5 - 10 Wochen |
10 Wochen |
|
Lasergeschnittene Teile |
||||||
|
Off-Tool-Teile |
||||||
|
OK Teile |
||||||
|
Kaufen |
||||||
|
Gesamt |
8 -12 Wochen |
13 -22 Wochen |
24 Wochen |
11 -15 Wochen |
16.5 -25.5 Wochen |
28 Wochen |
FAQ:
Welche verschiedenen Arten von Matrizen gibt es?
✹Verschiedene Arten von Stanzformen
✹Einfache Stanze.
✹Verbundmatrize.
✹Progressiver Würfel.
✹Transferstempel.
✹Kombinationsstanze.
✹Mehrere Würfel.
✹Runde geteilte Matrize.
✹Verstellbare Matrize.
Definition und Prozess für Verbundwerkzeug?
Das Zusammensetzen von Werkzeugen unterscheidet sich vom progressiven Werkzeugstanzen dadurch, dass mehrere Vorgänge – wie Schneiden und Formen – in einem einzigen Hub ausgeführt werden. Diese Methode ähnelt einem Koch, der mehrere Schneidaufgaben in einer schnellen Bewegung ausführt.
Es ist besonders effektiv für die Herstellung flacher Teile, bei denen mehrere Merkmale gleichzeitig hinzugefügt werden müssen. Dieser Einzelhub-Ansatz gewährleistet eine hohe Präzision und Ausrichtung und eignet sich daher ideal für Teile mit höchster Maßhaltigkeit.
Vorteile von CompoundWerkzeugstanzen?
Der Hauptvorteil des Compound Tool Stamping ist seine Präzision. Da mehrere Vorgänge in einem einzigen Arbeitsgang ausgeführt werden, wird das Risiko einer Fehlausrichtung zwischen den Prozessen minimiert, was zu hochpräzisen Teilen führt.
Auch für die Herstellung flacher Bauteile ist dieses Verfahren effizient, da es im Vergleich zu anderen Verfahren die Anzahl der benötigten Treffer reduziert und so die Produktion beschleunigt.
Darüber hinaus fällt beim Stanzen von Verbundwerkzeugen tendenziell weniger Ausschussmaterial an, was zu Kosteneinsparungen und ökologischer Nachhaltigkeit beiträgt.
Nachteile und Einschränkungendes Verbundwerkzeugs
Zu den Einschränkungen des Verbundwerkzeugstanzens gehört die geringere Produktionsgeschwindigkeit als das progressive Werkzeugstanzen, da es im Allgemeinen eher für detailliertere und präzisere Arbeiten als für die Hochgeschwindigkeits-Massenproduktion verwendet wird.
Darüber hinaus gibt es bessere Methoden für komplexe Teile, die mehrere Biege- oder Umformvorgänge erfordern. Da die Komplexität und Tiefe der herstellbaren Teile begrenzt ist, eignet sich diese Methode am besten für einfachere, flachere Bauteile.
Beliebte label: Verbundwerkzeug und Folgeverbundwerkzeug, China Verbundwerkzeug und Folgeverbundwerkzeug Hersteller, Zulieferer, Fabrik, Möbelhardware Stempeln stempeln, Stanzstirbig mit hoher Präzision, Hochgeschwindigkeitsstempel, Andere Metallstempel stirbt, Prototyp sterben, Punch -Nieten sterben
Ein paar
Progressives WerkzeugblechDer nächste streifen
Hochgeschwindigkeits-StanzwerkzeugDas könnte dir auch gefallen





Anfrage senden